3rd August 2023
Practical Demonstrations by SLBBHI Members
The advantages of coupling the latest technology with the skills exercised by horologists were on show during the branch’s “Show and Tell” meeting and social evening.
Members were invited to take along projects on which they were working, as well as non-horological items of interest – and the ways in which technology could be utilised became a clear theme.
CNC – computer numerical control – was on display in two major exhibits.
One was a home-produced bench-top gearwheel cutting machine from workshop tutor and clock and watch restoration specialist Antonio Da Silva, who aided by Alan White.
The other was a four-axis cutter grinder – the AutoNorv – devised and made by branch secretary Norvin Simpson for his firm, All Seasons Tool Hire, and used to sharpen the cutters on stump-griding tools his firm lets out.
Both devices were capable of performing their functions automatically once the relevant parameters were fed into their controlling computer programmes.
Mr Da Silva’s gear-wheel cutter was developed with a creative mixture of parts. The base was the cross-slide from a Chinese-made milling machine, while the two main aluminium vertical posts were machined in Portugal by a friend of his who owns an engineering company.
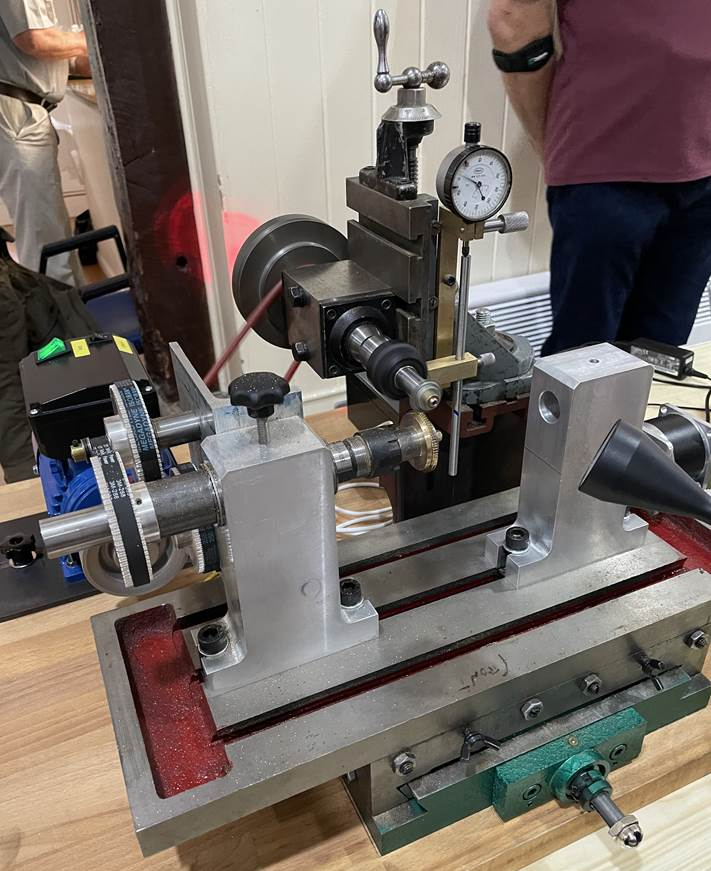
Antonio Da Silva’s wheel cutter. Picture: Courtesy of Mike Dodd
The workpiece itself is held in an Arceuro Trade ER20 collet holder on a ground shaft, while the vertical shaft was taken from a Myford lathe.
The device, which is powered by hybrid Stepper motors driven by a B-Plus Stepper Motor Driver Board, is controlled by a CNC program written by Australia-based Rex Swensen.
Mr White, who helped design and build the machine, said that in fully automatic operation, once the parameters were fed into the program, the machine would take about half-an-hour to cut a 60-tooth wheel. It was also capable of cutting pinions.
The device cost a total of about £350.00 – some parts were salvaged or cannibalised from other machines – and took about 100 hours to design, assemble and complete, he added.
In comparison, a second-hand wheel-cutting machine might be obtained for about £1,200 or one would have to spend somewhere in the region of £16,000 for a machine from Swiss manufacturer Schaublin.

Branch member Peter Stonebridge admires the AutoNorv Picture: Courtesy of Trevor Keast
The AutoNorv, which Mr Simpson spent about 20 months devising, designing and making, at a cost of about £1,000, is used to sharpen the eight finger teeth cutters used in each of the nine stump-grinding tools his firm hires out.
The stump-grinders, he said, were used virtually every, and the cutters fitted in them had to be sharpened every time they were hired out.
“I used to do it by hand, which was repetitive and took a little time. But with this machine I can just put a tool in and the machine does the work for me,” he said.
So far, he said, he had used the machine to sharpen the grinding tools more than 6,000 times – and as he took just over two minutes to sharpen each cutter, meant that the machine had saved him some 200 hours of repetitive sharpening work, because all he had to do was insert the tool and switch it on.
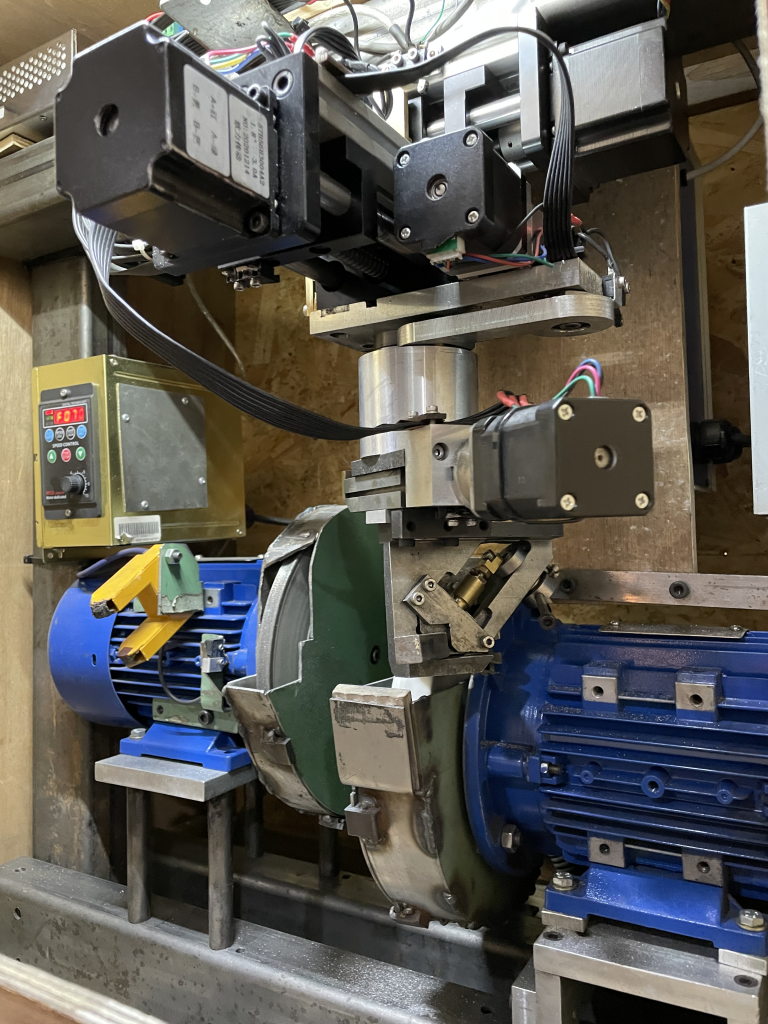
The AutoNorv – Inside the box. Picture: Courtesy of Mike Dodd
At busy times the firm got through 200 of the cutting teeth each week.
The design for the machine – a four-axis CNC cutter grinder – and its components were drawn on Freecad.
The machine itself is controlled with G-Code running on Mach3, a popular CNC control software, and connected to the computer via a USB motion controller.
Two sensors in the device test the cutters – there is a micro switch to check for new or old cutters and an optical sensor to measure cutter wear.
The cutters are honed on two three-phase inverter-controlled grinding motors, one of which has a coarse aluminium oxide wheel for grinding the steel backing, while the other has a diamond wheel for grinding the tungsten carbide tip.
Each wheel also has dust extraction, which is switched on and off with solid state relays.
Another application of technology was shown by member Clive Steer, who demonstrated a servo-controlled brushless DC electric motor mounted on a specially made stand to drive a watchmaker’s lathe.
The motor, Mr Steer said, was extremely powerful, despite being extremely small compared to the motors usually used to power such lathes, and capable of maintaining the same rate of RPM even when under a considerable load.
Another major advantage was that it was silent in operation – meaning that operating a watchmaker’s lathe would no longer be accompanied by the whining and rattling noises usually associated with such work.
Also among the interesting and varied items shown by members at the session was the mechanical clock which once graced the outside wall of the offices of manufacturers Thwaites and Reed in Clerkenwell, central London.
Thwaites and Reed, which was founded in 1740, is still a going concern, is now based in Rottingdean, Brighton. The clock in question, however, graced the outside wall on the front of its former base in 15 Bowling Green Lane, Clerkenwell, in the centre of the East End, from about 1930 until the Second World War.
Clerkenwell was a major centre for the English watch and clock-making industry, but suffered a sharp decline in its fortunes when William Pitt the Younger, the then Prime Minister, introduced the Duties on Clocks and Watches Act 1797.
The Act levied a tax of 10 shillings (50p) – about £80.50 now – which was the equivalent of three days’ wages for a skilled tradesman, on gold watches, with silver and other metal watches at being taxed at 2s 6d (12.5p), the equivalent of £20 in modern-day purchasing power.
Watch and clock-makers and dealers had had to buy an annual licence at the cost of 2s 6d if they were in London and 1s (5p) outside the capital.
The tax was in force for only 13 months before it was repealed because of devastating effect it was having on the industry – but by that time the damage was done, with demand for clocks and watches falling through the floor, output dropping by half, and thousands of skilled workers either leaving the industry for other occupations, or emigrating.
The Thwaites and Reed clock, designed in 1930 by Frank Ainscow Buggins, was removed from the Clerkenwell site in 1978 and regarded as lost until it turned up on auction and sales website eBay, bearing another company’s name, two years ago, since when its restoration has been a major project by branch members.
Plans to mount the restored and refurbished clock on the front wall at Soper Hall, home of the branch’s workshop, are currently in abeyance while the local authority considers the application, which will involve mounting a stout steel framework on the building to support the weight of the device.
The clock will also be powered by an electric motor rather than operating purely mechanically, as it did when first built.
-Mike Dodd
Doors open at 19:30, Starting 20.00 hours.
The meeting will be held at The White Hart Barn in Godstone.
THE WHITE HART BARN (Godstone Village Hall)
GODSTONE
SURREY RH9 8DU
7.30pm for 8.00pm Start